企业名称:重庆凯美科技发展有限公司
联系人:李先生
电话:023—88364993
手机:15826475698
邮箱:li731929@163.com
网址:www.kmtmj.com
地址:重庆市沙坪坝区青木关镇怡苑新区
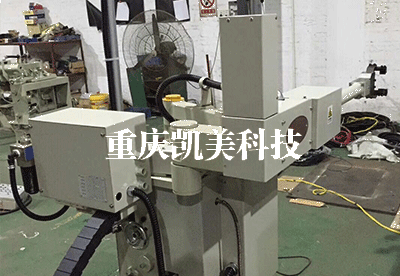
重力铸造是指金属液在地球重力作用下注入铸造工艺,又称铸造工艺。重力铸造包括砂型铸造、金属铸造、溶解模铸造、消失模铸造、泥模铸造等。金属铸造是耐热合金钢模具的现代工艺。其金属液一般采用人工倒入浇口,依靠金属液自重填充型腔、排气、冷却、开模获得产品。
重力铸造(铸造)的工艺流程为:熔炼、浇料充型、排气、冷却、开模、热处理、后加工。
重力铸造的特点如下:
1、铸件内孔较少,可进行热处理。热处理后,产品的强度可以大大提高,甚至超过压铸产品。
2、产品致密性低,依靠液体自重成型,产品致密性低于压铸,强度稍差,但延伸率较高。
3、产品表面光洁度不高,冷却收缩后铸造产品表面容易形成类似的抛丸坑。
4、充型慢,生产效率低,生产效率仅为高压铸造的1/4左右,导致产品成本高。
模具寿命长于压铸,模具成本低。
6、工艺比较简单
7、薄壁零件不宜生产。
重力铸造脱模剂
MK-130H铸造脱模剂是一种润滑、中粒度的保温涂料,常用于活塞、轮毂、连杆等小型或中截面的铸造模具,也适用于气缸等复杂铸件,是一种通用涂料。
使用方法:模具准备:首先必须清洗模具,去除模具上的旧涂层和粘合剂,粗化表面,均匀加热至250-350℃(如果模具刚从生产线上拆除,应冷却、清洗、加热),冷却至170-200℃开始喷涂。涂料混合:涂料再次完全混合,稀释所需量(直接用原液或1:3的比例使用),连续混合一段时间,直至均匀。
压铸件内孔和表面腐蚀的原因及解决方案
缺陷:过度使用熔剂
原因:过量的熔剂增加了铸件内孔和铸件表面的腐蚀;过度使用熔剂可以通过将铸件放入干净的水中过夜检查,也可以通过检查破坏孔的部位来评价。
15826475698
电话:15826475698/023-88364993 QQ:466720958
邮箱:li731929@163.com
公司地址:重庆市沙坪坝区青木关镇怡苑新区